Abstract: Las pruebas no destructivas (END) son cruciales para evaluar la calidad y la integridad de tubo de acero inoxidable soldado sin causar ning
Las pruebas no destructivas (END) son cruciales para evaluar la calidad y la integridad de
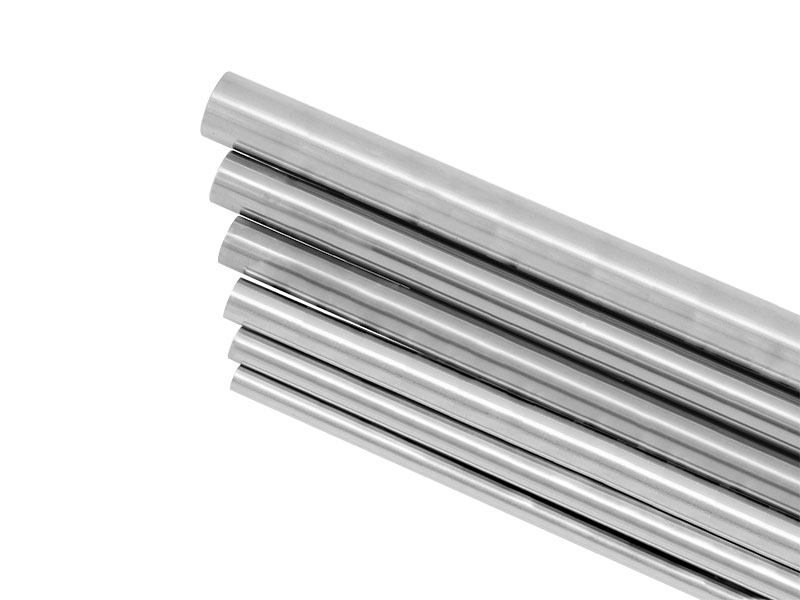
tubo de acero inoxidable soldado sin causar ningún daño a las propias tuberías. Se pueden utilizar varios métodos de END, según los requisitos específicos y el tipo de defecto o falla que se investiga. A continuación se detallan métodos y pasos comunes de END para realizar END de tuberías de acero inoxidable soldadas:
Inspección Visual (VT):
Comience con una inspección visual para identificar cualquier defecto superficial obvio, como grietas, discontinuidades, penetración incompleta de la soldadura o desalineación.
Utilice iluminación adecuada, herramientas de aumento y listas de verificación de inspección para ayudar en el examen.
Pruebas de líquidos penetrantes (PT):
Limpie la superficie de la tubería de acero inoxidable soldada para eliminar cualquier contaminante o residuo que pueda interferir con la prueba.
Aplique un líquido penetrante a la superficie, permitiendo que se filtre en cualquier grieta o defecto de la superficie.
Limpie el exceso de penetrante y aplique un revelador, que extrae el penetrante de los defectos y los hace visibles.
Inspeccione la superficie para detectar la presencia de indicaciones que revelen la ubicación de los defectos.
Pruebas de partículas magnéticas (MT):
Limpie la superficie de la tubería de acero inoxidable soldada para eliminar cualquier contaminante.
Aplique partículas magnéticas a la superficie, que se acumularán en las ubicaciones de los defectos superficiales o cercanos a la superficie.
Exponga el área a un campo magnético e inspeccione bajo condiciones de iluminación adecuadas para revelar indicaciones de defectos.
Pruebas ultrasónicas (UT):
Utilice un transductor ultrasónico que emita ondas sonoras de alta frecuencia y detecte los ecos reflejados en las superficies internas y externas de la tubería de acero inoxidable.
Aplique un medio de acoplamiento (generalmente un gel o agua) para asegurar un buen contacto acústico entre el transductor y la superficie de la tubería.
Interprete las señales ultrasónicas para identificar la presencia, el tamaño y la ubicación de defectos internos o subsuperficiales.
Pruebas Radiográficas (RT):
Utilice rayos X o rayos gamma para atravesar la tubería de acero inoxidable.
Una película o un detector digital en el lado opuesto registra las variaciones de la radiación provocadas por el espesor del material y la presencia de defectos.
La imagen radiográfica resultante puede revelar defectos, como porosidad, falta de fusión y grietas.
Prueba de corrientes de Foucault (ET):
Pasar una corriente alterna a través de una bobina, creando un campo electromagnético.
El campo electromagnético induce corrientes parásitas en la tubería de acero inoxidable y se detectan cambios en las corrientes parásitas.
Las variaciones de las corrientes parásitas pueden revelar defectos, como grietas, corrosión y variaciones en el espesor de la pared.
Pruebas Radiográficas (RT):
Utilice rayos X o rayos gamma para atravesar la tubería de acero inoxidable.
Una película o un detector digital en el lado opuesto registra las variaciones de la radiación provocadas por el espesor del material y la presencia de defectos.
La imagen radiográfica resultante puede revelar defectos, como porosidad, falta de fusión y grietas.
Prueba de corrientes de Foucault (ET):
Pasar una corriente alterna a través de una bobina, creando un campo electromagnético.
El campo electromagnético induce corrientes parásitas en la tubería de acero inoxidable y se detectan cambios en las corrientes parásitas.
Las variaciones de las corrientes parásitas pueden revelar defectos, como grietas, corrosión y variaciones en el espesor de la pared.
Pruebas ultrasónicas (UT):
Utilice un transductor ultrasónico que emita ondas sonoras de alta frecuencia y detecte los ecos reflejados en las superficies internas y externas de la tubería de acero inoxidable.
Aplique un medio de acoplamiento (generalmente un gel o agua) para asegurar un buen contacto acústico entre el transductor y la superficie de la tubería.
Interprete las señales ultrasónicas para identificar la presencia, el tamaño y la ubicación de defectos internos o subsuperficiales.
Pruebas Radiográficas (RT):
Utilice rayos X o rayos gamma para atravesar la tubería de acero inoxidable.
Una película o un detector digital en el lado opuesto registra las variaciones de la radiación provocadas por el espesor del material y la presencia de defectos.
La imagen radiográfica resultante puede revelar defectos, como porosidad, falta de fusión y grietas.
Prueba de corrientes de Foucault (ET):
Pasar una corriente alterna a través de una bobina, creando un campo electromagnético.
El campo electromagnético induce corrientes parásitas en la tubería de acero inoxidable y se detectan cambios en las corrientes parásitas.
Las variaciones de las corrientes parásitas pueden revelar defectos, como grietas, corrosión y variaciones en el espesor de la pared.
Pruebas de emisiones acústicas (AE):
Las pruebas de emisión acústica detectan y registran ondas acústicas transitorias relacionadas con la tensión producidas por la expansión o contracción de defectos microestructurales en la tubería de acero inoxidable.
Este método se utiliza a menudo para monitorear cambios continuos en el material.

 Inglés
Inglés 简体中文
简体中文

 EN10217-7 S31803/S32205/S32750 /1.4462 OD 25 mm")